CAD и CAM системы
Продолжаем знакомиться с технологиями обработки на фрезерных станках с ЧПУ посредством выдержек из книги Ловыгина А.А., Васильева А.В. и Кривцова С.Ю. — переходим к описанию CAD CAM систем и принципов моделирования и работы.
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE систем, которые являются наиболее продуктивными инструментами для решения этих задач.
Что такое CAD и САМ?
Под CAD системами (computer-aided design — компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи персонального компьютера.
САМ системы (computer-aided manufacturing — компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ, и обеспечивают выдачу управляющих программ с помощью компьютера.
САЕ системы (computer-aided engineering — компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач, например, для расчетов конструктивной прочности, анализа тепловых процессов, расчетов гидравлических систем и механизмов.
Развитие CAD/CAM/CAE систем продолжается уже несколько десятилетий. За это время произошло некоторое разделение или точнее “ранжирование” систем на уровни. Появились системы верхнего, среднего и нижнего уровней. Системы верхнего уровня обладают огромным набором функций и возможностей, но с ними тяжелее работать. Системы нижнего уровня имеют довольно ограниченные функции, но очень просты в изучении. Системы среднего уровня — это “золотая середина”. Они обеспечивают пользователя достаточными для решения большинства задач инструментами, при этом не сложны для изучения и работы.
Уровни САМ системы
САМ система предназначена для автоматического создания управляющих программ на основе геометрической информации, подготовленной в CAD системе. Главные преимущества, которые получает технолог при взаимодействии с системой, заключаются в наглядности работы, удобстве выбора геометрии, высокой скорости расчетов, возможности проверки и редактирования созданных траекторий.
Различные САМ системы могут отличаться друг от друга областью применения и возможностями. К примеру, существуют системы для токарной, фрезерной, электроэрозионной обработки, деревообработки и гравировки. Не смотря на то, что большинство современных CAD/CAM систем умеют создавать УП для любого типа производства, такое разделение по областям применения остается актуальным. Если предприятию нужна фрезерная обработка, то оно приобретает модуль фрезерования. Если же нужна только токарная обработка, то достаточно приобрести токарный модуль этой же системы. Модульность построения САМ систем является частью маркетинговой политики разработчиков и позволяет предприятию-пользователю экономить значительные средства для приобретения только необходимых конструкторско-технологических возможностей.
В свою очередь, модули системы отличаются определенным уровнем возможностей. Обычно для фрезерной обработки разработчики вводят следующие уровни:
• 2.5-й осевая обработка
На этом уровне система позволяет рассчитывать траектории для простого 2-х координатного фрезерования и обработки отверстий.
• 3-х осевая обработка с позиционированием 4-ой оси
На этом уровне вы сможете работать с 3D моделями. Система способна генерировать УП для объемной обработки.
В этом случае система предназначена для работы с самым современным оборудованием и способна создавать УП для 5-ти осевого фрезерования самых сложных деталей.
Чем выше уровень модуля, тем большими возможностями он обладает. Естественно, что для разработки алгоритмов 5-ти координатной обработки требуются большие инвестиции (как финансовые, так и интеллектуальные), чем для разработки алгоритмов 3-х координатной обработки. Следовательно, и стоимость модулей будет разной. Если у вашего предприятия нет оборудования для 5-ти координатной обработки, то нет смысла приобретать самый дорогостоящий модуль.
Геометрия и траектория
Прежде чем начать работу с CAD/CAM системой вы должны понять, что геометрия детали изготовленной на станке с ЧПУ может отличаться от истинной геометрии CAD модели. Несомненно, что 3D модель служит базой для расчета траекторий, но готовая деталь является результатом работы САМ системы и станка с ЧПУ, которые по-своему интерпретируют исходную геометрическую информацию.
Возьмем эллипс, который может быть создан в любой CAD системе очень просто — достаточно одного клика мышкой. Однако станок с ЧПУ не способен напрямую описать эллипс, ведь он умеет перемещать инструмент только по прямой или дуге. САМ система знает это и решает возникшую проблему при помощи аппроксимации эллипса прямыми линиями с определенной точностью. В результате, траекторию эллипса можно получить и на станке с ЧПУ, но уже при помощи линейной интерполяции.
Программист сам устанавливает ограничивающую зону для аппроксимации, то есть определяет с какой точностью нужно “приблизиться” к исход¬ной геометрии. Чем выше задана точность, тем больше будет произведено отдельных сегментов, и тем больший размер будет иметь программа обработки. Особенно ярко этот эффект проявляется при обработке 3D моделей.
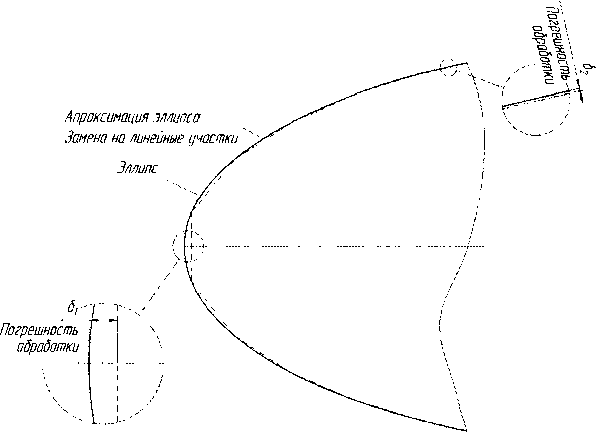
Рис. 12.10. Линейная аппроксимация эллипса в САМ системе выполняется с заданной точностью.
Общая схема работы с CAD/CAM системой
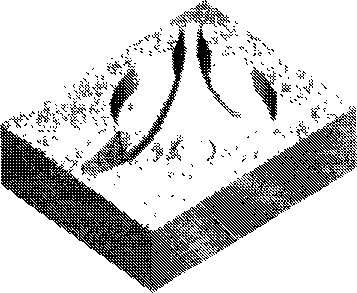
Этап 1. В CAD системе создается электронный чертеж или 3D модель детали. На рисунке 12.1 изображена трехмерная модель детали с карманом сложной формы.
Этап 2. Электронный чертеж или 3D модель детали импортируется в САМ систему. Технолог-программист определяет поверхности и геометрические элементы, которые необходимо обработать, выбирает стратегию обработки, режущий инструмент и назначает режимы резания. Система производит расчеты траекторий перемещения инструмента.
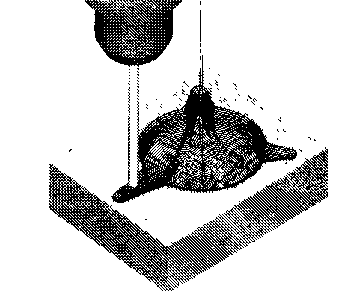
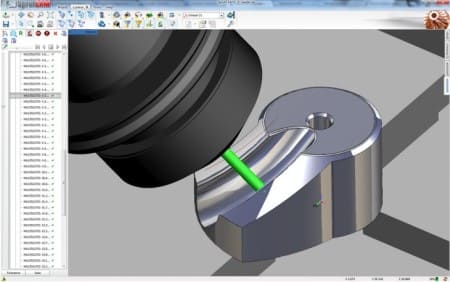
Рис. 12.2. САМ система рассчитала траекторию для обработки кармана.
Этап 3. В САМ системе производится верификация (визуальная проверка) созданных траекторий. Если на этом этапе обнаруживаются какие либо ошибки, то программист может легко их исправить, вернувшись к предыдущему этапу.
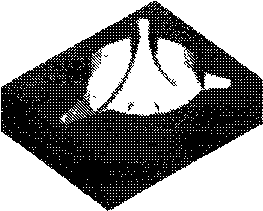
Рис. 12.3. Результат верификации.
Этап 4. Финальным продуктом САМ системы является код управляю¬щей программы. Этот код формируется при помощи постпроцессора который форматирует УП под требования конкретного станка и системы ЧПУ.
Виды моделирования
Существует несколько вариантов геометрического представления детали в CAD системе. Выбор того или иного варианта зависит от возможностей системы и от необходимости его применения для создания управляющей программы.
Еще не так давно основными инструментами инженера-конструктора были карандаши, линейка и ватман. С появлением первых персональных компьютеров началась настоящая революция в области автоматизации проектирования. Инженеры-конструкторы сразу же оценили преимущества “плоских чертилок”. Даже самая простая CAD система для двумерного проектирования позволяет быстро создавать различные геометрические элементы, копировать фрагменты, автоматически наносить штриховку и проставлять размеры.
Основными инструментами при плоском проектировании являются линии, дуги и кривые. При помощи операций продления, обрезки и соединения геометрических элементов происходит создание “электронного чертежа”. Для полноценной работы с плоской графикой в САМ системе необходима дополнительная информация о глубине геометрии.
Каркасная модель представляет геометрию детали в трехмерном пространстве, описывая положение ее контуров и граней. Каркасная модель в отличие от плоского электронного чертежа предоставляет САМ системе частичную информацию о глубине геометрии.
С развитием автомобильной и авиационной промышленности и необходимостью аналитического описания деталей сложной формы на ПК, сформировались основные предпосылки для перехода от плоского к объемному моделированию Объемная или 3D модель предназначена для однозначного определения геометрии всей детали.
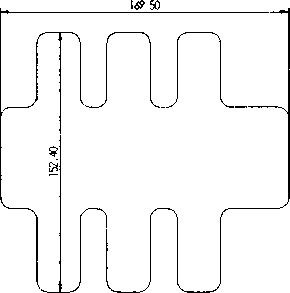
Рис. 12.5. 2D геометрия.
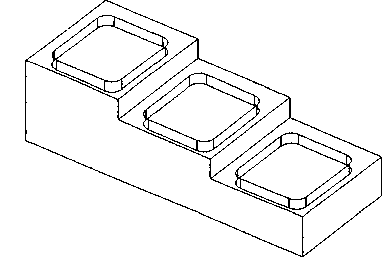
Рис. 12.6. Каркасная модель.
Рис. 12.7. Поверхностная модель.
Системы объемного моделирования базируются на методах построения поверхностей и твердотельных моделей на основе плоских и неплоских эскизов. Эскиз, в свою очередь, состоит из простых геометрических элементов — линий, дуг и кривых. Инженер-конструктор принимает в качестве эскизов сечения, виды и осевые линии деталей.
Поверхностная модель очень похожа на каркасную. Представьте себе, что между гранями каркасной модели натянута тонкая ткань. Это и будет поверхностной моделью. Таким образом, любое изделие может быть представлено в виде набора ограничивающих поверхностей.
В настоящее время поверхностные модели широко используются для работы с САМ системами, особенно когда речь идет об инструментальном производстве.
При твердотельном способе моделирования основными инструментами являются тела, созданные на основе эскизов. Для построения твердого тела используются такие операции как выдавливание, вырезание и вращение эскиза. Булевы операции позволяют складывать, вычитать и объединять раз¬личные твердые тела для создания 3D модели изделия. В отличие от поверхностных моделей, твердотельная модель не является пустой внутри. Она обладает некоторой математической плотностью и массой. На сегодняшний день твердотельные модели — это самое популярная основа для расчета траекторий в САМ системе.
Одним из главных преимуществ этого способа является так называемая параметризация. Параметризация означает, что в любой момент вы можете изменить размеры и характеристики твердого тела, просто изменив числовые значения соответствующих параметров.
Современная CAD/CAM система должна обладать инструментами для создания как поверхностных, так и твердотельных моделей.
Рис. 12.8 Выдавливание (Extrude) плоского эскиза для создания твердотельной модели.
Работа с CAD/CAM системами
CAM (англ. Computer-aided manufacturing) — автоматизированная система, либо модуль автоматизированной системы, предназначенный для подготовки управляющих программ для станков с ЧПУ. Под термином понимаются как сам процесс компьютеризированной подготовки производства, так и программно-вычислительные комплексы, используемые инженерами-технологами.
Для подготовки технологической документации, в том числе и согласно с требованиями ЕСТД, используются системы автоматизированной технологической подготовки производства.
Как правило, большинство программно-вычислительных комплексов совмещают в себе решение задач CAD/CAM, CAE/САМ, CAD/CAE/CAM.
01. Алгоритм работы в САМ-системе
Несмотря на то что сегодня существует не один десяток САМ-систем и все они отличаются интерфейсом и возможностями, порядок работы с ними примерно одинаков.
Самым первым действием технолога-программиста является выбор геометрических элементов, подлежащих обработке. Такие геометрические элементы называются рабочими, или обрабатываемыми. Это могут быть точки, линии, поверхности, грани и ребра 3D-моделей.
Современные САМ-системы позволяют контролировать перемещение инструмента не только относительно рабочих элементов, но и относительно других геометрических элементов. Можно выбрать контролируемые элементы, которых инструмент не должен касаться ни при каких условиях.
Некоторые САМ-системы требуют определения геометрии заготовки уже на начальном этапе проектирования обработки. Это означает, что система «видит» заготовку и рассчитывает траектории, исходя из действительного припуска. Заготовка может быть определена несколькими способами:
• в виде цилиндра;
• в виде параллелепипеда (куба);
• произвольной формы.

Рис. 1 Цилиндрическая заготовка

Рис. 2 Заготовка в виде параллелепипеда

Рис. 3 3D-модель заготовки
Для построения заготовок сложных форм, имитирующих отливки и поковки, САМ-система может создавать модели заготовок, смещая внешние границы 3D-модели детали на указанное расстояние. Большинство современных CAD/САМ-систем позволяют импортировать 3D-модель заготовки, которая была создана в другой или в этой же системе. (рис. 3)
Существуют системы, которые не требуют определения геометрии заготовки на этом этапе. Заготовка назначается и используется только на этапе верификации и не участвует в процессе расчета траекторий. Такое решение является недостаточно эффективным, так как при расчетах система всегда исходит из заготовки правильной формы – параллелепипеда или цилиндра. Если же на самом деле заготовка имеет неправильную форму, то система может сформировать довольно много холостых ходов.
Выбирая геометрические элементы, подлежащие обработке, технолог-программист должен учитывать положение детали и заготовки относительно нулевой точки. Здесь есть два пути. Во-первых, можно сместить 3D-модель детали относительно нулевой точки таким образом, чтобы выбранный элемент совпал с ней. Во-вторых, можно смещать нулевую точку относительно модели, «привязывая» ее к определенному геометрическому элементу. Однако это не означает, что первоначальный выбор нулевой точки является окончательным. Система позволяет изменять любые параметры, в том числе и положение нулевой точки детали, в любой момент и на любом этапе проектирования обработки.
02. Выбор стратегии и инструмента, назначение параметров обработки
На втором этапе работы с САМ-системой технолог-программист выбирает стратегию и параметры обработки, назначает инструмент и режимы резания. Современная система обычно имеет солидный набор стратегий и позволяет выполнить обработку одной и той же детали разными способами.
Условно все стратегии можно разделить на черновые и чистовые, стратегии плоской и объемной обработки. Рассмотрим стратегии, характерные для большинства современных САМ-систем.
2.1 Плоская обработка
Стратегии плоской обработки применяются при работе с 2D-геометрией. В этом случае не требуется большого разнообразия – вся обработка сводится к фрезерованию контура или плоскости, выборке кармана и обработке отверстий (рис. 4–7)

Рис. 4 Контурная стратегия (Contour). Для чернового фрезерования
указываются количество проходов и шаг между ними (перекрытие)

Рис. 5 Обработка кармана (Pocket). Эта стратегия предназначена
для выборки замкнутых областей. Основными параметрами являются шаг между
проходами фрезы и тип траектории (параллельная, спиральная, зигзаг и др.)

Рис. 6 Обработка торца (Face). Основными параметрами для
этой стратегии являются шаг между проходами фрезы и
угол обработки

Рис. 7 Обработка отверстий: сверление (Drill), нарезание резьбы (Threading),
растачивание (Boring). Основные параметры – тип операции и глубина обработки
2.2 Объемная обработка
Стратегии объемной обработки предназначены для работы с 3D-моделями. Эти стратегии отличаются большим разнообразием, однако все они условно могут быть разделены на черновые и чистовые.
Стратегии объемной черновой обработки предназначены для быстрой послойной выборки большого объема материала и подготовки детали к последующей чистовой обработке. Стратегии объемной чистовой обработки используются для окончательного фрезерования поверхностей с требуемым качеством. Зачастую при объемном чистовом фрезеровании управление перемещением режущего инструмента осуществляется одновременно минимум по трем координатам. Как правило, при объемной обработке используют сферические фрезы. В этом случае произвести расчет перемещения инструмента самостоятельно, без использования CAD/САМ-системы чрезвычайно трудно.
В качестве примеров рассмотрим некоторые стратегии объемной обработки более подробно.
Обработка кармана – стратегия, предназначенная для эффективного удаления материала из закрытых или открытых карманов. Существует множество схем карманной обработки: зигзаг, в одном направлении, параллельная и круговая спираль. Современная CAD/САМ-система выбирает оптимальную схему фрезерования, обеспечивая максимальную производительность и минимальное число холостых ходов. Как правило, эта стратегия заключается в последовательной послойной выборке материала и выполнении заключительного чистового обхода контура на окончательной глубине. При зигзагообразной схеме обработки кармана происходит изменение вида фрезерования – с встречного на попутное или наоборот.

Рис. 8 Послойная обработка кармана
Стратегия радиальной обработки обычно применяется для черновой или чистовой обработки деталей круглой формы. Перемещение инструмента в этой стратегии производится от центра детали к ее внешним границам (или наоборот) с постепенным изменением угла в плоскости обработки.
С помощью черновой вертикальной выборки можно быстро обработать деталь, используя движения, аналогичные сверлению. Производства, использующие такую стратегию, приобретают специальные плунжерные фрезы, позволяющие быстро выбрать материал и имеющие подвод охлаждающей жидкости через ось инструмента. Стратегия черновой вертикальной выборки отлично подходит для обработки глубоких впадин и карманов.

Рис. 9 Радиальная обработка

Рис. 10 Результат применения стратегии черновой вертикальной выборки
Стратегия фрезерования остатков (дообработка) позволяет автоматически удалить материал, оставшийся от предыдущей операции. Для увеличения производительности обработки принято выбирать материал сначала инструментом большого диаметра, а уже затем производить фрезерование в труднодоступных местах инструментом меньшего диаметра. Система, анализируя объем снятого и оставшегося материала, автоматически генерирует траекторию для выборки материала, который не был удален в предыдущей операции обработки.
Стратегия контурной обработки используется для черновой или чистовой контурной обработки деталей произвольной формы. Суть стратегии заключается в удалении припуска за счет проходов фрезы по контурам, созданным путем «смещения» границ текущего слоя по Z.

Рис. 11 Стратегия дообработки меньшим инструментом

Рис. 12 Объемная контурная обработка
Стратегию обработки по потоковым линиям применяют для чистовой обработки любых поверхностей. Система создает траектории с учетом формы и направления поверхностей.
Стратегия проекционной обработки позволяет наложить на любой участок обрабатываемой поверхности своеобразный шаблон траектории движения инструмента или спроецировать плоскую траекторию на 3D-модель.

Рис. 13 Обработка по потоковым линиям, схема – зигзаг

Рис. 14 Карандашная обработка

Рис. 15 Проецирование траектории на поверхность
После выбора стратегии и определения основных параметров обработки необходимо назначить режущий инструмент либо выбрать его из библиотеки инструментов. На этом же этапе определяются режимы резания: скорость рабочей подачи, обороты шпинделя – и программируется включение или выключение СОЖ. Результатом второго этапа является сформированная траектория. В дереве операций САМ-системы должна появиться новая технологическая операция.
Постпроцессор – программа, которая преобразует файл траектории движения инструмента и технологических команд (промежуточный файл), сформированный CAD/САМ-системой, в файл УП в соответствии с требованиями конкретного комплекса станок – СЧПУ. В ряде отечественных систем постпроцессоры называются паспортами.
Для того чтобы абстрагироваться от большого разнообразия станков, систем ЧПУ и языков программирования обработки, САМ-система генерирует промежуточный файл, содержащий информацию о траектории, угле поворота инструмента (в случае многокоординатной обработки) и обобщенные команды управления станком. Обычно этот промежуточный файл называется CL-файлом (Cutter Location) или CLDATA-файлом.
Далее в работу вступает постпроцессор. Он преобразует этот промежуточный файл в программу обработки в строгом соответствии с форматом программирования конкретного станка с ЧПУ.
Такая технология позволяет программисту во время проектирования обработки в CAD/САМ-системе не задумываться о том, на какой конкретно станок попадет УП и каков будет ее формат. Ему необходимо лишь выбрать постпроцессор, соответствующий определенному станку с ЧПУ, и тот возьмет на себя всю работу по созданию программы обработки определенного формата.
Откуда же взялась идея постпроцессирования и почему до сих пор в этой области существуют проблемы? По идее, разработчики станков и систем ЧПУ должны соблюдать стандарты Ассоциации электронной промышленности (EIA) и Международной организации стандартизации (ISO). To есть одинаковые G-коды на разных станках с ЧПУ должны выполнять одну и ту же функцию. В принципе, эти стандарты соблюдаются, но только для основных команд станка, например для включения СОЖ, линейной и круговой интерполяции.
Если же дело доходит до других команд, постоянных циклов и специальных функций, то приверженность определенному стандарту практически отсутствует. Это приводит к невозможности правильного исполнения одной и той же УП на разных станках с ЧПУ. К этой проблеме прибавляется другая – постоянная «гонка» производителей оборудования с ЧПУ. В условиях жесткой конкуренции станкостроительные компании создают все более сложные станки, а разработчики систем ЧПУ придумывают новые циклы и функции. В результате серьезные отличия в формате УП могут быть замечены даже у станков одной фирмы, но разных моделей.

Рис. 16 Схема получения УП для конкретного комплекса «Станок – система ЧПУ»
Когда появились первые САМ-системы, то для работы с конкретным станком с ЧПУ разрабатывался индивидуальный постпроцессор, который представлял собой исполняемый файл. Индивидуальный постпроцессор мог быть создан только опытным программистом (именно программистом, а не технологом-программистом) путем длительного общения со станочником для выяснения всех нюансов работы с определенным станком. После этого проходили испытания и доводка индивидуального постпроцессора «до ума». В результате постпроцессор выполнял свои функции, но процесс его создания был очень долгим, мучительным и дорогим. Изменения в таком постпроцессоре мог сделать только сам автор разработчик.
В 70–80-х годах прошлого века наблюдался значительный подъем автоматизированного машиностроения. Как грибы после дождя стали появляться новые станки с различными системами ЧПУ. Возник огромный спрос на технологическое программное обеспечение и CAD/САМ-системы.
Программисты просто не успевали разрабатывать новые индивидуальные постпроцессоры, что подтолкнуло их к автоматизации собственного труда. Появилась идея создания обобщенных постпроцессоров для разных станков с одинаковой системой ЧПУ. В этом был смысл – при работе с системой ЧПУ одной фирмы даже на разных станках отличия в УП будут минимальными, значит, и изменения, которые нужно внести в исполняемый файл, тоже будут незначительными.
Классический постпроцессор, находящийся на службе современной CAD/САМ-системы, состоит из нескольких файлов. Во-первых, это исполняемый файл – программа. Исполняемый файл занимается преобразованием данных промежуточного CL-файла в кадры УП. Преобразование осуществляется по некоторым правилам, отличным для разных станков и систем ЧПУ. Эти правила, или алгоритмы преобразования, находятся во втором файле – текстовом.
Текстовый файл написан на специальном макроязыке, который может быть изменен в случае необходимости самим технологом-программистом в любом текстовом редакторе. Вносить какие-либо изменения в исполняемый файл не требуется. Как правило, с CAD/САМ-системой поставляется набор таких текстовых файлов, которые описывают правила для преобразования промежуточных файлов в программу обработки для нескольких десятков различных станков и систем ЧПУ. В данном случае постпроцессором можно смело называть именно текстовый файл. Исполняемый же файл является модулем САМ-системы и работает незаметно для пользователя. В некоторых САМ-системах присутствует и третий файл, необходимый для постпроцессирования. Этот файл также является текстовым. Он предназначен для ввода дополнительных условий и передачи специальной информации в управляющую программу.
К сожалению, разработчики CAD/САМ-систем не придерживаются единого стандарта для формирования промежуточных CL-файлов. В результате текстовый файл с описанием алгоритмов преобразования (постпроцессор) одной САМ-системы будет абсолютно бесполезен для использования внутри другой САМ-системы. Для разработки даже такого текстового постпроцессора «с нуля» необходимы глубокие знания самой системы и принципов преобразования исходных данных. Поэтому пользователю предоставляют набор базовых постпроцессоров с редактируемыми переменными. Работая с этими переменными, пользователь может самостоятельно настроить постпроцессор для имеющегося станка.
Сегодня наиболее эффективным и простым решением проблем постпроцессирования на предприятии является использование универсального постпроцессора (генератора).
Универсальные постпроцессоры позволяют работать со многими известными CAD/САМ-системами и одновременно не зависеть от них. Дело в том, что, в отличие от классических постпроцессоров, которые работают с промежуточным файлом только «родной» системы, универсальные постпроцессоры способны «перерабатывать» CL-файлы разных САМ-систем. Прибавьте сюда продвинутый интуитивно-понятный графический интерфейс, позволяющий строить наглядную кинематическую схему станка и задавать типовые параметры системы ЧПУ, и вы получите мощное и универсальное средство для решения проблем совместимости любого оборудования с любой CAD/САМ-системой.
Как оценить результаты работы постпроцессора? Очень просто. Если полученная программа не требует ручной правки и доводки, значит, постпроцессор работает правильно. Это главный принцип. Хороший постпроцессор способен сформировать УП с учетом максимальных возможностей станка с ЧПУ и CAD/САМ-системы и должен грамотно работать с постоянными циклами. К примеру, если система ЧПУ станка поддерживает винтовую интерполяцию, то желательно, чтобы постпроцессор не заменял ее множеством линейных перемещений. Естественно, что программа обработки не должна содержать лишних кодов и координат.
04. Требования к современной САМ-системе
Сегодня на рынке CAD/САМ представлен не один десяток систем, отличающихся возможностями, интерфейсом и стоимостью. Как сделать правильный выбор и приобрести систему, которая бы полностью устраивала технолога и позволяла максимально автоматизировать процесс создания УП? Есть ряд параметров, по которым можно составить первоначальное мнение о САМ-системе.
Первое, что бросается в глаза при знакомстве с системой, – ее интерфейс, то есть совокупность меню, пиктограмм и окон. Главное требование к интерфейсу – удобство. Подавляющее большинство современных САМ-систем имеет привычный Windows-интерфейс, позволяющий сформировать удобную для пользователя атмосферу. Что же касается наглядности и графического оформления – то это дело вкуса. Обратите внимание на язык интерфейса. Если вы не владеете иностранным языком, то предпочтительнее, чтобы все меню были представлены на русском языке.
САМ-система не должна ограничивать технолога выбором только стандартного инструмента. Функция поддержки оригинального (пользовательского) инструмента позволит вам спроектировать инструмент любой формы прямо в системе и правильно рассчитать траекторию его перемещения. Поверьте, рано или поздно эта функция обязательно понадобится.
Если вы создаете геометрию детали в CAD-системе, которая не является «родной» для САМ-системы, то вам не обойтись без помощи конверторов (трансляторов). Конверторы предназначены для преобразования графических файлов одного формата в графические файлы другого (требуемого) формата. О формате вы можете судить по расширению файлов. Например, .DWG, .DXF, .IGS, .STL, .SAT. При знакомстве с САМ-системой убедитесь в наличии требуемых конверторов и проверьте качество конвертации файлов.
05 Характеристики ведущих CAM-систем
NX предоставляет полное программное решение для разработки управляющих программ для оборудования с ЧПУ (CAM), постпроцессирования и симуляции работы станков. Программное обеспечение NX успешно внедрено и используется во многих отраслях промышленности, его возможности для производства проверены в авиакосмической отрасли, автомобилестроении, в производстве медицинского оборудования, изготовлении пресс-форм и штампов, а также в сфере машиностроения.
Новейшие технологии автоматизации программирования станков с ЧПУ в NX CAM могут повысить эффективность производства. Благодаря обработке на основе элементов (FBM) можно сократить время программирования до 90 %. Кроме того, шаблоны позволяют использовать заранее определенные процессы на основе правил, 05 Характеристики ведущих CAM-систем чтобы стандартизировать программируемые задачи и ускорить их выполнение.
NX CAM имеет тесно интегрированную систему постпроцессирования, которая позволяет легко сгенерировать требуемый код УП для большинства типов станков и систем ЧПУ. Многоуровневый процесс проверки программы для станка с ЧПУ включает симуляцию на основе G-кода, что позволяет исключить необходимость использования внешних пакетов программ для симуляции.
В NX реализованы расширенные средства автоматизированного проектирования, которые позволяют решать любые задачи: от моделирования новых деталей и подготовки моделей деталей для CAM до создания чертежей наладки по данным из 3D-модели.
Интеграция NX CAM с системой управления данными и процессами Teamcenter является основой расширенного решения для производства деталей. Это позволяет легко управлять всеми типами данных, включая 3D-модели детали, карты наладки, перечни инструментов, а также файлами управляющих программ для станков с ЧПУ, обеспечивая полный контроль ревизий. Такое управление данными и процессами гарантирует использование нужных данных, в том числе правильной оснастки и программ для станков с ЧПУ, что обеспечивает сокращение затрат и времени изготовления деталей.
FeatureCAM – это система для быстрой подготовки управляющих программ, основанная на распознавании типовых элементов (под определение «типовые элементы», «features», попадают такие геометрические объекты детали, как: отверстия, карманы, канавки, бобышки, стенки и т.д.).
Данная система предназначена для составления управляющих программ для широкой гаммы станков: токарных, фрезерных, токарно-фрезерных, электроэрозионных станков и обрабатывающих центров различного типа.
Преимущество FeatureCAM перед другими САМ-системами – высокая степень автоматизации принятия решений. В базе знаний системы заложены типовые технологии обработки различных элементов с рекомендуемым инструментом и режимами резания (типовые технологии и режимы можно настраивать под свое производство и традиции обработки).
Высокопроизводительная система ESPRIT предлагает мощные средства для любого станка с ЧПУ. Функциональность ESPRIT обеспечивает программирование фрезерной обработки от 2-х до 5-ти осей, токарной обработки от 2-х до 22-х (автоматы продольного точения) осей, электроэрозионной обработки от 2-х до 5-ти осей, многозадачных токарно-фрезерных станков с синхронизацией и осью B.
ВСО функциональность ESPRIT включена в большинство стратегий обработки, что дает пользователю возможность фрезеровать твердые материалы на высоких режимах за минимальное время, с поддержкой постоянной нагрузки на инструмент и плавными перемещениями (ProfitMilling).
База знаний ESPRIT предоставляет возможность для оператора или программиста получить доступ к информации о лучшем методе для обработки выбранной детали, автоматически вычисляет походящую стратегию обработки, режущий инструмент, технологические параметры траектории. Этот доступ открывается при нажатии всего 1 кнопки. Автоматическое распознавание элементов — мощный компонент Базы знаний ESPRIT, обеспечивающий программистов новым уровнем автоматизации, точности и скорости. Система распознает такие элементы 3D модели как карманы, пазы и отверстия. Каждый элемент имеет определенный набор физических характеристик: высота, длина, наклон, объем и площадь. После этого система сортирует элементы и применяет наилучшую технологию обработки. База знаний процессов обеспечивает автоматический выбор наиболее подходящей технологии к выбранному элементу модели, то есть применяет стратегию, инструменты, режимы резания и ассоциативные технологические параметры. Программисты легко могут создавать новые процессы и обновлять существующие с помощью Менеджера процессов. Все технологические параметры представлены графически для лучшего восприятия.
ESPRIT имеет тесную интеграцию c различными CAD системами, в т.ч. КОМПАС-3D, SolidWorks, Solid Edge, Autodesk Inventor.
PowerMILL — является основным пакетом в программной линейке Delcam. PowerMILL предназначен для разработки управляющих программ для 3-х и 5-ти осевых фрезерных станков с ЧПУ.
Обработка формообразующей оснастки — литьевые формы для металла и пластмасс, модельная оснастка и штампы по-прежнему самая сильная сторона PowerMILL. Здесь важно качество поверхности и отсутствие зарезов. Оптимизация программ и современные стратегии обработки, где не тратится время на холостые ходы, позволяют сократить время обработки по сравнению с традиционными подходами к программированию в других системах.
Переход от традиционного силового резания к высокоскоростному не только увеличивает производительность и качество обработки, но и продлевает срок службы станка и инструмента. PowerMILL была одной из первых систем, предложивших новый подход к программированию обработки. В настоящее время функционал в данной области значительно улучшился и расширился, в дополнение к имеющимся функциям высокоскоростного фрезерования добавилось так называемое вихревое фрезерование (Vortex технология), а также запатентованная технология DNA, которая позволяет на основе микротестов определить оптимальные технические возможности станка по обработке.
PowerMILL обладает многочисленными функциями для создания многоосевых траекторий, отличительными из них являются: автопредотвращение столкновений, сглаживание наклона фрезы, ручное редактирование оси наклона фрезы. Последние разработки Delcam, выполненные совместно с производителями авиационных двигателей и заложенные в новый модуль по обработке лопаток, вывели PowerMILL в лидеры этой области.
SprutCAM – система генерации управляющих программ для обработки деталей на фрезерных, токарных, токарно-фрезерных, электроэрозионных станках, обрабатывающих центрах с ЧПУ и промышленных роботах. Функциональное наполнение системы содержит стратегии от 2.5-й индексной до 5-ти осевой непрерывной обработки.
SprutCAM обеспечивает возможность разработки управляющих программ для любых типов токарного и токарно-фрезерного оборудования, в том числе с противошпинделем. Поддерживаются схемы станков с любым расположением и количеством инструментальных систем. Менеджер синхронизации обработки позволяет получать УП для синхронной обработки несколькими исполнительными органами станка и несколькими промышленными роботами.
SprutCAM не имеет ограничения по количеству используемых осей и каналов, участвующих в обработке. Расчет траектории ведется с учетом кинематической схемы станка, что позволяет исключить возможность возникновения различного вида столкновений во время обработки.
Стратегии черновой и чистовой обработки имеют возможность формирования гладких траектории для высокоскоростной обработки с учетом постоянства снимаемого объема материала и формирования оптимальных режимов резания.
Имеется возможность программирования обработки конструкторских элементов на основе FBM. Все отверстия детали, в том числе сложные составные, автоматически распознаются и группируются в структуру типа “дерево”. На основе типовых стратегий обработки элементов формируется технология обработки с подобранным инструментом и режимами резания. Типовые стратегии обработки конструкторских элементов пользователь может настраивать исходя из собственного опыта и особенностей производства.
SprutCAM содержит генератор постпроцессоров, который позволяет непосредственно самому пользователю создавать постпроцессоры для всех известных типов УЧПУ и промышленных роботов. Имеется интегрированная система симуляции обработки, которая позволяет осуществлять контроль качества и безопасности обработки непосредственно в процессе разработки УП. SprutCAM интегрирован с такими конструкторскими системами как: Alibre Design; AutoCAD /Mechanichal Desktop; FreeCAD; Inventor; КОМПАС-3D; PowerShape; RhinoCeros; SolidEdge; SolidWorks; SpaceClaim; TFlex; ZW3D, а так же может осуществлять импорт 3D моделей с использованием нейтральных форматов типа: IGES; STEP; STL; X_T; DXF.
SheetCam – CAM-пакет для подготовки G-кодов, для станков плазменного раскроя с числовым программным управлением (ЧПУ). SheetCam работает с основными CAM задачами фрезерования, гравировки, лазерной, гидроабразивной и газокислородной резки. Программа обладает необходимым набором функций для качественного и профессионального программирования обработки на станках с ЧПУ.
SheetCam Standard — пакет для создания УП — кодов.
В программе простой и интуитивно понятный интерфейс. Если в процессе создания УП были сделаны ошибки, это будет легко исправить, так как большинство ошибок автоматически распознаются программой, о которых пользователь будет проинформирован соответствующими сообщениями. Благодаря этому, Вы быстро сможете достичь хороших результатов.
В программе SheetCam есть все необходимые функции, необходимые для проектирования 2.5D — обработки деталей. SheetCam TNG– это новая, усовершенствованная версия программы SheetCam Standard.
В программе появилась новая функция — редактирование готовых УП G-кодов. В отдельном окне, которое вызывается из системного меню, после моделирования постпроцесов пользователь может увидеть текст готовой управляющей программы, если потребуется, может сразу внести в нее необходимые изменения. Функции редактора G-кодов аналогичные функциям обычных текстовых редакторов Windows. С помощью стандартных инструментов редактирования можно сделать изменения в тексте программы, вставить или удалить кадры или блоки УП, сохранить отредактированный файл.
Плагин Text позволяет пользователям запрограммировать гравировку текстовых надписей без предварительной подготовки текста в CAD-программе.
Плагин Simulation (Имитация) перемещения инструмента, запрограммированных в готовой управляющей программе, перед тем, как отправлять УП на станок на выполнение, можно предварительно визуализировать.
Что такое CAD и САМ?
Сегодня для достижения успеха на рынке промышленное предприятие вынуждено работать над сокращением срока выпуска продукции, снижением ее себестоимости и повышением качества. Стремительное развитие компьютерных и информационных технологий привело к появлению CAD/CAM/CAE-систем, которые являются наиболее продуктивными инструментами для решения этих задач.
Под CAD-системами (computer-aided design – компьютерная поддержка проектирования) понимают программное обеспечение, которое автоматизирует труд инженера-конструктора и позволяет решать задачи проектирования изделий и оформления технической документации при помощи персонального компьютера.
САМ-системы (computer-aided manufacturing – компьютерная поддержка изготовления) автоматизируют расчеты траекторий перемещения инструмента для обработки на станках с ЧПУ и обеспечивают выдачу управляющих программ с помощью компьютера.
САЕ-системы (computer-aided engineering – компьютерная поддержка инженерных расчетов) предназначены для решения различных инженерных задач, например для расчетов конструктивной прочности, анализа тепловых процессов, расчетов гидравлических систем и механизмов.
Оглавление
- Основы числового программного управления
- Автоматическое управление
- Особенности устройства и конструкции фрезерного станка с ЧПУ
- Функциональные составляющие (подсистемы) ЧПУ
- Языки для программирования обработки
- Процесс фрезерования
- Режущий инструмент
- Вспомогательный инструмент
- Основные определения и формулы
- Рекомендации по фрезерованию
- Прямоугольная система координат
- Написание простой управляющей программы
- Создание УП на персональном компьютере
- Передача управляющей программы на станок
- Проверка управляющей программы на станке
- Советы по технике безопасности при эксплуатации станков с ЧПУ
- Нулевая точка станка и направления перемещений
- Нулевая точка программы и рабочая система координат
- Компенсация длины инструмента
- Абсолютные и относительные координаты
- Комментарии в УП и карта наладки
- G- и М-коды
- Структура программы
- Слово данных, адрес и число
- Модальные и немодальные коды
- Формат программы
- Строка безопасности
- Ускоренное перемещение – G00
- Линейная интерполяция – G01
- Круговая интерполяция – G02 и G03
- Введение
- Останов выполнения управляющей программы – М00 и М01
- Управление вращением шпинделя – М03, М04, М05
- Управление подачей СОЖ – М07, М08, М09
- Автоматическая смена инструмента – М06
- Завершение программы – М30 и М02
- Основные принципы
- Использование автоматической коррекции на радиус инструмента
- Активация, подвод и отвод
- Подпрограмма
- Работа с осью вращения (4-ой координатой)
- Параметрическое программирование
- Методы программирования
- Что такое CAD и САМ?
- Общая схема работы с CAD/САМ-системой
- Виды моделирования
- Уровни САМ-системы
- Геометрия и траектория
- Алгоритм работы в САМ-системе и постпроцессор
- Ассоциативность
- Пятикоординатное фрезерование и ЗD-коррекция
- Высокоскоростная (ВСО) и высокопроизводительная обработка
- Критерии для оценки, сравнения и выбора CAM-систем
Популярно о САМ-системах

Образ типичного станочника середины XX века — замасленный халат, кепка и традиционный карандаш за ухом, безвозвратно ушел в прошлое. Хотя многие специалисты тех лет были настоящими виртуозами, и достигали в своей работе порога невозможного. И все же… Современные фрезерные, токарные, сверлильные и многие другие типы станков, часть из которых совмещает в себе множество функций и поэтому носит горделивое название «обрабатывающий центр», — почти все они теперь управляются электроникой и компьютерами.
Конечно, помощь человека нужна и этим «умникам». Но только для того, чтобы поменять содержимое их инструментального магазина, установить необходимую оснастку, произвести ряд настроек и привязку инструмента. А самое главное – обеспечить наличие соответствующей компьютерной программы. В ней должен содержаться набор последовательных команд с описанием всех необходимых операций, которые должен выполнить станок, график и траектории перемещения его подвижных органов, указания по геометрии и параметрам обработки детали.
Самое слабое звено — человек?
Оказалось, что человек для создания программ изготовления деталей на станках с числовым программным управлением (ЧПУ) подходит плохо. Современный обрабатывающий центр тратит на изготовление детали, в зависимости от ее сложности, от нескольких минут до нескольких часов. А создание управляющей программы (УП) для этой задачи, если программирование ведется традиционным способом, может потребовать от нескольких суток до нескольких недель напряженного труда квалифицированного программиста.
Так как во второй половине прошлого века начали активно развиваться системы автоматизированного проектирования (САПР) инженерных работ, при помощи которых, среди всего прочего, можно создать трехмерную графическую компьютерную модель любой детали, человек как создатель управляющих программ оказался лишним звеном. Его как слишком медленную прослойку между умными и исполнительными станками с ЧПУ, с одной стороны, и почти неограниченными возможностями программного комплекса САПР с другой, также заменило специализированное программное обеспечение.
Знакомьтесь: CAM-CAD системы
По-английски новый программный комплекс получил название CAM — ComputerAidedManufacturing (компьютеризированная подготовка производства), и вошел на правах одной из самых важных составляющих в систему программ САПР. Учитывая, что английское название последней — «Computer Aided Design System», сокращенно — CAD System, родился новый термин: CAD-CAM системы. Именно этот программный комплекс помог освободить человека от рутинного программирования станков с ЧПУ.
Использование CAM-систем позволяет проектировать технологические процессы, быстро синтезировать программы для станков с ЧПУ, моделировать процессы станочной обработки и многое другое. Однако все эти важные подзадачи чаще всего решаются на основе объемных геометрических моделей, которые являются продуктом работы CAD-системы. Поэтому в обиходе, справочной литературе и технической документации чаще встречается название CAD/CAM-системы, что указывает на тесную взаимосвязь этих двух понятий.
Зачем все это нужно?
Процессы подготовки управляющей программы при помощи компьютера и изготовление нужной детали на станке с ЧПУ происходят значительно быстрее, чем при выполнении этой работы традиционном способом. И это первое преимущество данного метода. Вторым главным преимуществом совместного использования САМ-системы и станка с ЧПУ является точность изготовления деталей. Без такого подхода в нынешних условиях было бы невозможным производство многих изделий, требующих максимально точной подгонки деталей друг к другу.
Кроме того, возможность создания и анализа виртуальной трехмерной модели сложнопрофильной детали до начала работ по ее изготовлению, во многих случаях позволяет избежать конструкторских и технологических ошибок еще на этапе подготовки производства. Специалисты считают, что современное машиностроительное предприятие может быть конкурентоспособным и успешно занимать свою нишу на рынке, если будет соответствовать трем условиям:
● сократит до минимума срок подготовки производства и вывода продукции на рынок;
● добьется меньшей себестоимости продукции, чем основные конкуренты;
● обеспечит наилучшее качество продукции.
Всего этого можно добиться только за счет использования современного оборудования, достижений науки и развития компьютерных технологий. Важнейшей из которых является использование в процессе производства станков с ЧПУ и мощной программной среды – CAM/CAD систем.
Как это работает?
В качестве исходных данных при создании программы управления станком, используются результаты проектирования из CAD-системы. Хотя программирование даже на этом этапе может быть осуществлено при наличии только исходного чертежа или эскиза, а также описания технологического процесса. Результатом программирования будет ввод в станок данных о размерах заготовки, параметрах ее обработки, траекториях движения детали и режущего инструмента, команд управления подачей и другими движущимися системами станка.Современные CAM-программы могут использоваться при разработке сложных технологических процессов, а в металлообработке применяются, в основном, как средство синтеза программ для управления станками с ЧПУ и моделирования процессов обработки. Система рассчитывает траектории и относительное движение инструмента и заготовки. Благодаря наличию специального программного модуля, называемого постпроцессором, при построении управляющей траектории CAM-система учитывает особенности кинематики конкретного станка, на котором ведется обработка.
На практике обычная последовательность действий при изготовлении какой-либо детали на заказ, например, на 4-координатном фрезерном станке с ЧПУ, такова:
1.Создание 3D-модели по эскизу или чертежу.
2.Создание управляющей программы на основе 3D-модели.
3.Передача программы в станок с ЧПУ.
4.Закрепление заготовки, выполнение операций 3-х осевой фрезеровки.
5. Выполнение операций 4-х осевой фрезеровки. Контроль размеров готовой детали.
Сколько стоит CAM-программа и как не ошибиться при покупке ПО?
Приобретение лицензионного программного обеспечения до сих пор не стало привычкой наших компьютеризированных сограждан. Хорошо, если стоимость хотя бы операционной системы входит в цену купленного ноутбука или персонального компьютера. Но вот в случае использования сложного специализированного программного обеспечения в производственной деятельности, о своей чрезмерной «экономности» следует забыть.
Во-первых, найденное в сети или переписанное у кого-то по случаю «вскрытое» ПО, скорее всего, нормально работать не будет. Во-вторых, если использование нелицензионного программного обеспечения обнаружится, штрафы и судебные санкции могут финансово «подрубить» даже достаточно крепкое предприятие. Поэтому лицензию на использование одной из CAM/CAD систем, которые в избытке представлены на рынке промышленного ПО, придется купить. Стоимость – от нескольких тысяч долларов.
Основные CAM-системы, которые используются на российских предприятиях
● PowerMill. Разработчик – компания Delcam. Преимущества: 2,3 и 5-осевая высокоскоростная обработка 3D-поверхностей. Согласно одного из статистических исследований, имеет наибольшее количество пользователей в мире.● MasterCam. Популярная CAD/CAM-программа для многоосевой обработки. Последняя версия – MasterCam-X7. Разработчик – компания CNC Software. Почти 170 тысяч инсталляций в мире. Имеет модуль русификации.
● SprutCAM. Разработчик – компания СПРУТТехнология (Россия). В отличие от многих существующих в мире систем, программа поддерживает разработку управляющего программного обеспечения для многокоординатных фрезерных станков, а также станков электроэрозионного типа, учитывая 3D-модель кинематики станка. Создает достоверную 3D-модель станка, что позволяет виртуально просмотреть будущий процесс обработки детали. Все преимущества российского разработчика: удобный интерфейс, обновление версий, поддержка, приемлемая цена, наличие справочной литературы.
● ADEM. Разработчик – компания «Омега АДЕМ Технолоджиз» (г. Москва, Россия). Многокоординатная обработка, доступная цена, поддержка, возможность обучения персонала.
● ESPRIT. Разработчик – компания DP Technology (США). Высокопроизводительная, многофункциональная, обучающаяся система среднего класса. Русифицированный интерфейс и справочная система. Лучше остальных программных комплексов поддерживает электроэрозионные станки.
● CAMWorks. Разработчик — Geometric Technologies Inc. (Индия-США). Программа работает в среде и по модели программного комплекса SolidWorks. Поддерживается работа с 2-х и 5-координатными фрезерными станками.
Перечисленные CAM-программы – наиболее популярны, изучены и активно используются на российских предприятиях. При выборе конкретного продукта и его версии, кроме возможностей программного комплекса и его цены, следует учитывать возможности своего станочного парка, наличие «горячей» линии или других видов поддержки русскоязычных пользователей, возможность бесплатного или более дешевого обновления до новых версий.