Шатуны
Шатуны
Общие принципы конструкции
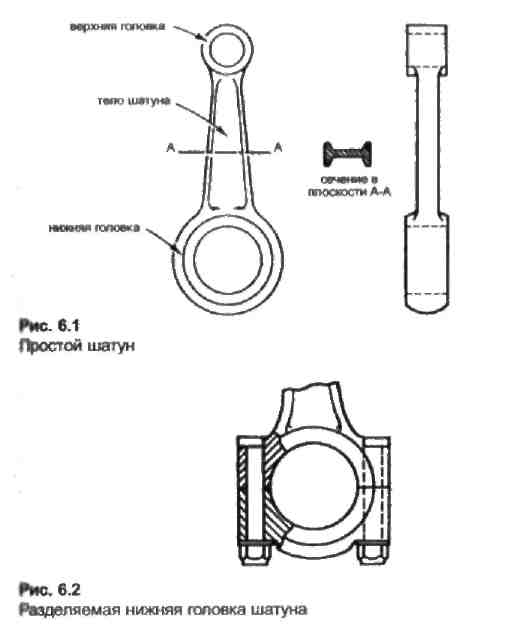
На рис. 6.1 изображен простой шатун. Ввиду наличия ограниченного пространства внутри поршня, тот конец, который надевается на поршневой палец, меньше, чем тот, который надевается на коленчатый вал, и эти концы называются верхней и нижней головками шатуна, соответственно.
Нагрузка, производимая давлением газа на поршень, оказывает изгибающее воздействие на тело шатуна: в направлении оси коленчатого вала это стремление к изгибанию ограничивается опорой, обеспечиваемой поршневым пальцем и коленчатым валом, но нет опоры, которая противостояла бы изгибанию в сторону. Поэтому тело шатуна обычно имеет Н-образное сечение, которое обеспечивает максимально возможное сопротивление боковому изгибанию, без чрезмерного увеличения массы шатуна.
Нижняя головка шатуна
Шатун, изображенный на рис. 6.1, имеет цельную нижнюю головку. Такая конструкция может использоваться в том случае, если сам коленчатый вал имеет разборную конструкцию, то есть если вал состоит из секций, собранных и скрепленных друг с другом, что обеспечивает возможность надевания нижней головки шатуна на шатунную шейку перед тем, как вал будет собран. Несмотря на то, что такой метод широко применяется в одноцилиндровых мотоциклетных двигателях и изредка используется в многоцилиндровых двигателях автомобилей, все же он более сложный и более дорогой, чем использование цельного коленчатого вала и потому он очень редко или почти никогда не применяется для современных автомобильных двигателей.
Таким образом, необходимо установить нижние головки шатунов по центру шатунных шеек коленчатого вала и соединить болтами обе половинки вместе, после сборки на шейках вала. Съемная часть называется крышкой нижней головки шатуна.
Используемые для соединения болты изготавливаются из высокопрочной стали и их головки имеют специальную форму, чтобы предотвратить проворачивание при затягивании гаек; гайки обычно фиксируются
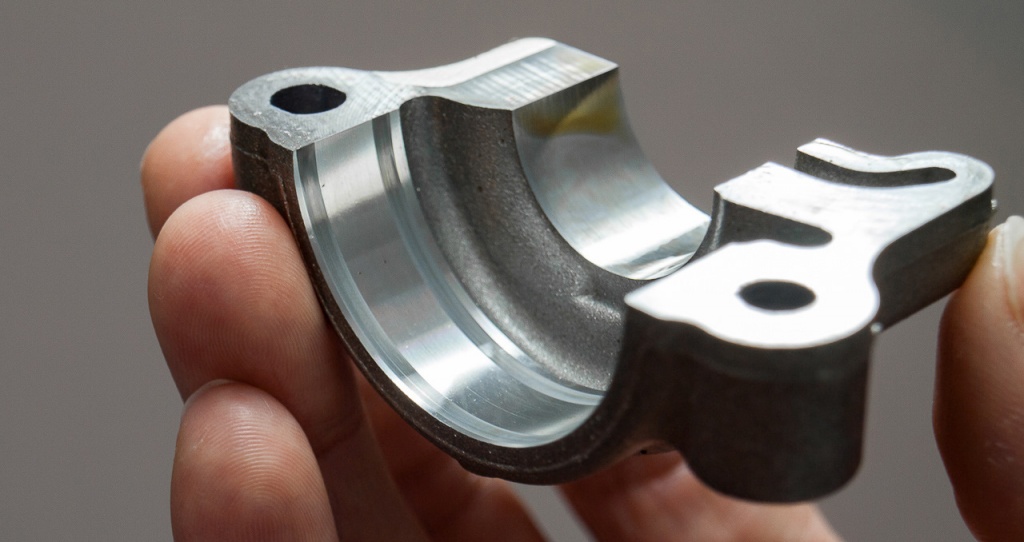
1линтами, стопорными шайбами или другими приспособлениями. Если нижняя головка шатуна состоит из двух частей, разделяемых по диаметральной линии, то она является разборной (рис. 6.2) и при этом обеспечивается наилучшее Соотношение легкости и прочности. Поршень и шатун обычно собираются вместе, и затем этот узел устанавливается в Двигатель в требуемом положении, или путем продевания Шатуна через отверстие цилиндра с верхнего конца, или путем вставления поршня в цилиндр с нижнего конца. Извлечение поршня с шатуном производится в обратном порядке.
Если коленчатый вал находится в установленном положении, часто бывает невозможно провести поршень через коленчатый вал, особенно если на валу имеются балансировочные грузики (противовесы); поэтому для изготовителя наиболее удобным способом является установка поршней и шатунов до установки коленчатого вала на подшипники. При выполнении ремонта часто бывает необходимо извлечь один или несколько поршней; если при этом бывает необходимо снять коленчатый вал, тогда приходится выполнять большой объем дополнительной работы.
На многих современных высокооборотистых двигателях размеры шатунных шеек такие, что требуется большая прочность коленчатого вала, в результате чего нижние головки становятся такими большими, что невозможно собирать шатуны или проводить их через цилиндр, если линия разделения шатунов проходит под прямым углом к длине тела шатуна. Это затруднение преодолевается путем разделения шатуна под непрямыми углами и соединения двух частей при помощи болтов (рис. 6.3).

На высокооборотистых двигателях на поршень действует большая сила инерции, которая создает большую разрывающую нагрузку на шатун в положении ВМТ и большую сжимающую нагрузку в положении НМТ. Если линия разделения головки шатуна перпендикулярна силе инерции в положении ВМТ, это создает разрывающую нагрузку на соединительные болты. С другой стороны, если шатун разъединяется под наклоном, сила инерции также стремится отделить крышку от шатуна и в дополнение к разрывающим нагрузкам создает сдвигающие нагрузки на болты крепления крышки. Чтобы освободить болты от действия этих сдвигающих нагрузок, сопрягаемые поверхности шатуна и крышки изготавливаются в форме ступеньки (см. рис. 6.3). В альтернативном варианте сопрягаемые поверхности могут иметь форму зубьев.
Подшипник нижней головки шатуна
Чтобы обеспечить требуемую опорную поверхность для вращения на стальной шатунной шейке, внутренняя поверхность кольца нижней головки покрывается тонким слоем специального подшипникового металла.
Ремонт нижней головки шатуна

Помимо эксплуатационного износа к необходимости ремонта детали приводит сильный перегрев и масляное голодание. Для выявления отклонений от нормативных показателей применяется нутрометр – для нижней головки есть заданная величина по диаметру отверстия и его форме.
Если диаметр отверстия не соответствует нормативу, если его форма приобрела конусность или эллипсность, которая не укладывается в допуски, необходима расточка. Цель расточки – восстановление отверстия до нужной геометрии и диаметра.
Как выполняется ремонт нижней головки
На первом этапе обрабатывается крышка. Она обрабатывается по плоскости на величину не более 0,1 миллиметра. Если припуск небольшой, можно использовать притирку. Обычно процедура выполняется шлифованием, но иногда используется фрезеровка. После того, как крышка обработана, шатун собирается и притягивается болтами. Притяжка выполняется в рабочий момент.
Затем реализуется собственно расточка отверстия головки под номинальный размер.
Задачу можно выполнять на станках разных типов, чаще всего применяется горизонтально-хонинговальный. Это целесообразно в плане точности, такой станок позволяет получить отклонение по диаметру и форме до 0,010 миллиметра.
На что обратить внимание
Ремонт головки посредством расточки имеет смысл при нарушении диаметра отверстия и при небольших деформациях. Ведь позиционирование шатуна реализуется по поверхности отверстия. То есть при наличии значительного перекоса головок процедура не исправит его.
В этом случае может потребоваться обработка не только крышки, но и шатуна. Расточка отверстий выполняется при строгом соблюдении их соосности, за базу берется любое из них. Расточка делается на расточном или универсальном станке с последующим хонингованием.
Необходимо помнить, что при расточке расстояние между отверстиями в любом случае станет меньше. Это важно, например, для дизелей, где даже самое маленькое изменение длины шатуна отрицательно сказывается на работе цилиндра, шатун которого ремонтируется.
Copyright © 2021 ООО «Мотор Технологии» — механическая обработка деталей двигателей внутреннего сгорания, капитальный ремонт двигателей.
Представленная на сайте информация носит ознакомительный характер и ни при каких условиях не является публичной офертой, определяемой положениями Статьи 437(2) Гражданского кодекса РФ.
Шатун поршня: конструкция, причины неисправности, ремонт
Шатун поршня обеспечивает передачу энергии от поршня к коленчатому валу. Первое применение таких деталей датируется концом III века н.э. Устройства, похожие на современные шатуны использовались на лесопилках в Малой Азии, принадлежавшей Римской империи. Они служили для преобразования вращательного движения водяного колеса в поступательно для привода пилы. Подобные конструкции были обнаружены при раскопках в Эфесе, которые датируются VI веком н.э.
Конструкция шатуна
Шатун в процессе работы совершает 2 вида движения – круговые, в месте соединения нижней головки с коленвалом, и возвратно-поступательные, в месте соединения верхней головки и поршня. При эксплуатации двигателя на данную деталь постоянно воздействуют высокие нагрузки.
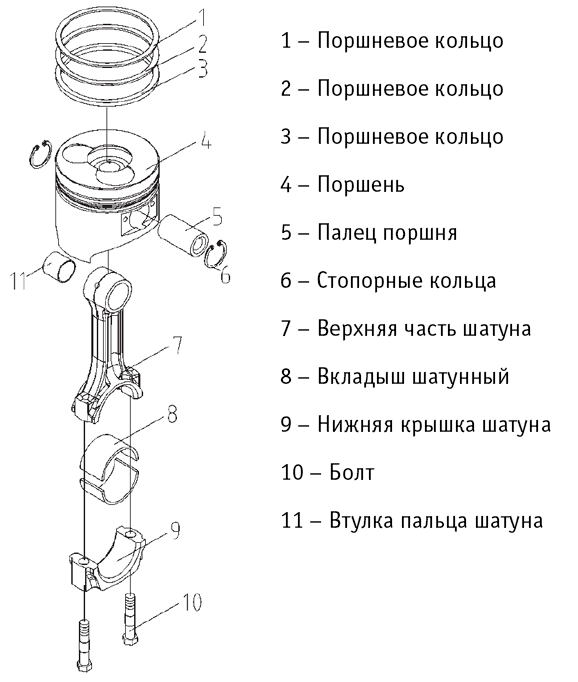
В шатун входят следующие элементы:
- Верхняя головка (поршневая)
- Нижняя головка (кривошипная)
- Силовой стержень
Поршневая головка
Поршневой палец соединяет верхнюю головку с поршнем. Сама головка представляет собой цельную неразборную конструкцию. Палец может быть плавающим и фиксированным.

В первом случае в верхнюю головку пальца впрессовываются бронзовые или биметаллические втулки. Но это относится не ко всем двигателям. Существуют модификации, где этих втулок нет, а сам палец свободно вращается в отверстии головки шатуна благодаря зазору. Для обеспечения работоспособности подобной детали важно обеспечить смазывание поршневого пальца.
Для установки фиксированных пальцев в головке шатуна проделывается отверстие цилиндрической формы, изготовленное с очень высокой точностью. Диаметр этого отверстия меньше, чем диаметр поршневого пальца. Благодаря этому обеспечивается необходимый натяг при соединении двух деталей.
Верхняя головка шатуна имеет форму трапеции. Это позволяет увеличить опорную площадь поверхности при работе поршня и снизить разрушительное воздействие очень высоких нагрузок.
Кривошипная головка
Кривошипная головка служит для соединения шатуна и коленвала. В большинстве шатунов этот элемент разъемный, что обусловлено методом сборки двигателя. Крышка головки фиксируется на шатуне болтами, но в некоторых случаях для этих целей используют штифты или бандажное крепление.
На шатуне можно использовать лишь ту крышку, которая была установлена на заводе. Это обусловлено тем, что она имеет определенный вес и размер, и потому не может быть заменена на другую.
Разъем головки относительно расположения стержня может быть прямым (90° к оси) или косым (под определенным углом к оси). В V-образных ДВС применяется последний вид.
В нижней части шатунной головки находятся подшипники скольжения, схожие с коренными вкладышами коленчатого вала. Для их производства используется стальная лента, с внутренней стороны покрытая антифрикционным материалом, который обладает высокими противоизносными характеристиками. Данный слой работает исключительно при наличии моторного масла, в противном случае он быстро разрушается.

Для подшипников скольжения шатунов, коренных подшипников коленвала, юбок поршней, распределительных валы, втулок пальцев, в дроссельной заслонке подходит антифрикционное твердосмазочное покрытие MODENGY Для деталей ДВС.
Данный материал эффективно снижает трение и износ, предотвращает заклинивание поршня в цилиндре и задир поверхностей. Он не разрушается при длительном воздействии моторного масла, предотвращает движение рывками, работает в режиме масляного голодания.
Благодаря аэрозольной упаковке с выверенными параметрами распыления нанесение покрытия не вызывает затруднений. Полимеризация материала происходит как при комнатной температуре, так и при нагреве.
Силовой стержень
Стержень шатуна имеет двутавровую форму и расширяется от верхней головки к нижней. В дизельных двигателях, в отличие от бензиновых, шатуны более прочные и массивные. В спорткарах для производства этих деталей используется алюминий, что способствует снижению массы автомобиля.
Все шатуны в двигателе должны иметь одинаковую массу. В противном случае при работе ДВС будут сильные вибрации. Это требование распространяется также на обе головки детали. Для выравнивания веса шатунов их взвешивают на очень точных весах. После этого, выбрав самый легкий шатун, подгоняют массу других деталей под него путем снятия части металла на головках детали и с бобышек на стержне.
Конструкционные материалы для шатунов
Каждый автопроизводитель стремиться снизить затраты на производство и уменьшить вес деталей кривошипно-шатунного механизма. Но, ввиду того, что при работе шатуны испытывают высокие нагрузки, уменьшение их массы может отрицательно отразиться на прочности.
Для бензиновых серийных ДВС при массовом производстве шатунов применяется метод литья из специального чугуна. При такой технологии изготовления обеспечивается идеальный баланс между себестоимостью и прочностью детали.

Шатуны для дизельных силовых агрегатов производятся методом горячей ковки или штамповки из легированной стали, так как использование литья для таких ДВС неуместно. Прочность таких изделий гораздо выше, чем у литых, но их стоимость и производство обходится дороже.
В автомобилях с форсированными ДВС и спорткарах используются шатуны из алюминиевых и титановых сплавов. Это позволяет повысить мощность двигателя и снизить его вес. Вес таких деталей на 50 % меньше, чем у стальных и чугунных шатунов.
Болты крепления крышки шатунной головки изготавливают из высоколегированной стали. В отличие от обычной углеродистой стали предел текучести такого материала в 2-3 раза выше.
Причины поломки
Износ деталей – основная причина выхода из строя шатуна. Ремонт верхней головки производится редко, а срок службы втулки эквивалентен ресурсу всего ДВС. Но существуют явления, при которых шатун может изогнуться или полностью разрушаться. Это происходит вследствие столкновения поршня с головкой блока, гидроудара или попадания в камеру абразивных веществ и посторонних предметов.

Подшипники нижней головки изнашиваются по причине неудовлетворительного смазывания. Об этом свидетельствует удлинение шатунных болтов, изменение цвета частей вкладышей (чернеют) и шатунной головки (становится темно-синей), замятие вкладышей. В случае, если смазывание обеспечивалось должным образом, причиной поломки служит разрушение или износ самих подшипников.
Причинами поломки шатуна может быть засорение фильтров, недостаточный уровень моторного масла и его несвоевременная замена, потеря маслом рабочих свойств, попадание в цилиндр загрязнений и абразивов.
Способы ремонта шатуна
Ремонт шатунов возможен в следующих случаях:
- При деформации стержня
- При износе зазора в верхней головке
- При износе зазора и поверхности нижней части головки
Ремонтные работы начинаются с тщательного осмотра деталей. В первую очередь производится измерение овала и диаметра, зазоров в верхней и нижней части шатуна. Для этого используется нутрометр. При нормальных показателях замена шатуна не нужна. При деформации стержня отверстия головок непараллельны, в результате чего происходит перекос цилиндра, износ коленвала, головки шатуна, поршня и стенок цилиндра. Об этом свидетельствует повышение шумности ДВС при работе на высоких оборотах. Существует еще один способ проверки шатуна на деформацию – деталь устанавливается на проверочную плиту и раскачивается.
После осмотра можно производить ремонт. Качество работ напрямую зависит от точности специального оборудования.
Добиться нужного размера зазора нижнего шатуна позволяет снятие некоторого количества металла с поверхности крышки головки. Затем крышку следует установить на штатное место и зафиксировать при помощи болтов.

При расточке отверстия головки нужно учитывать заданный размер детали. Операция выполняется на расточном или универсальном станке. После этого выполняется хонингование.
При увеличенном зазоре под поршневой палец необходимо поменять бронзовую втулку под верхнюю головку. Новая деталь в процессе приработке примет нужный размер. Следует учитывать, что отверстия втулки и головки должны совместиться, иначе моторное масло, выходящее из поршня, не попадет на поршневой палец.
После расточки следует взвесить шатуны и подогнать их по массе. Для этой процедуры используется самая легкая деталь.
Шатунные вкладыши дополнительно следует обработать антифрикционным покрытием MODENGY Для деталей ДВС.
Как правильно установить поршни и шатуны
Когда приходит время собирать двигатель, особенно V-образный, правильная взаимная установка поршней и шатунов, а также по отношению к блоку цилиндров и коленчатому валу, может поставить в тупик многих мотористов. Этой статьей мы постараемся им помочь.
Как правильно устанавливать поршни на шатуны?
Если вы собираете V-образной двигатель, то следует иметь в виду: если нижняя головка шатуна имеет с одной стороны более широкую фаску, то она должна быть обращена к галтели (закруглению) шатунной шейки коленчатого вала.
Если же шатуны предназначены для использования с коленчатым валом, без четко выраженных галтелей, то они могут быть и без несимметричных фасок. Тогда ориентация шатуна может определяться по положению «замков» вкладышей: обращенных наружу блока или внутрь (в сторону распредвала – если он находится в развале блока цилиндров).
К примеру, «замки» вкладышей SBC и BBC должны быть обращены наружу. У других вкладышей «замки» могут быть направлены внутрь. На работу собственно вкладышей расположение «замков» не оказывает никакого влияния. Надо лишь правильно ориентировать шатун.
Если же на нижней головке шатуна отсутствуют фаски с обеих сторон, то вкладыш должен быть смещен от галтели шатунной шейки, чтобы его край не попал на закругление.
Сквозные отверстия в верхней и нижней головках шатуна
Часто шатун имеет на нижней головке сквозное отверстие, которое нужно для смазки стенки цилиндра. Эти отверстия предназначены не для смазывания распределительного вала, как полагают некоторые.
Бывает, что отверстие расположено только с одной стороны нижней головки шатуна. Подобные шатуны надо устанавливать так, чтобы отверстие в нижней головке было обращено в сторону распределительного вала (в сторону развала блока цилиндров).
Отверстие в верхней головке шатуна (будь оно сверху или под сбоку – углом) служит для смазки поршневого пальца. Поэтому его ориентация в двигателе роли не играет.
«Замки» шатунных вкладышей
«Замки» (фиксирующие выступы) на вкладышах и соответствующие пазы на нижней головке шатуна и его крышки нужны лишь для правильного позиционирования вкладышей. От «проворота» вкладышей они не спасают, поскольку вкладыши в своей «постели» фиксируются за счет натяга, возникающего при правильной затяжке крепежных болтов крышки нижней головки.
«Правильные» вкладыши, при надлежащем монтаже, слегка выступают за линию разъема нижней головки. Поэтому, после затягивания болтов, они надежно фиксируются в «постели».
В последнее время во многих двигателях используют «беззамковые» вкладыши (примером могут служить двигатели Chrysler 3.7L и 4.7L). За счет устранения операций по механической обработке пазов в шатуне и его крышке, а также «замков» на самих вкладышах снижаются затраты на их изготовление. При монтаже подобных вкладышей их надо ставить строго посередине нижней головки шатуна.
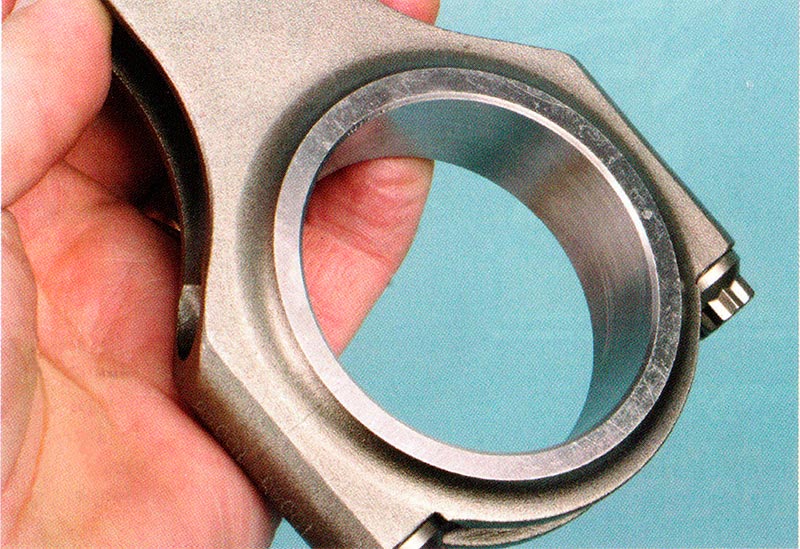
Рис. 1 Если в V-образном двигателе на одну шатунную шейку коленчатого вала монтируют два шатуна, то сторона нижней головки шатуна с более узкой фаской должна быть обращена к соседнему шатуну…
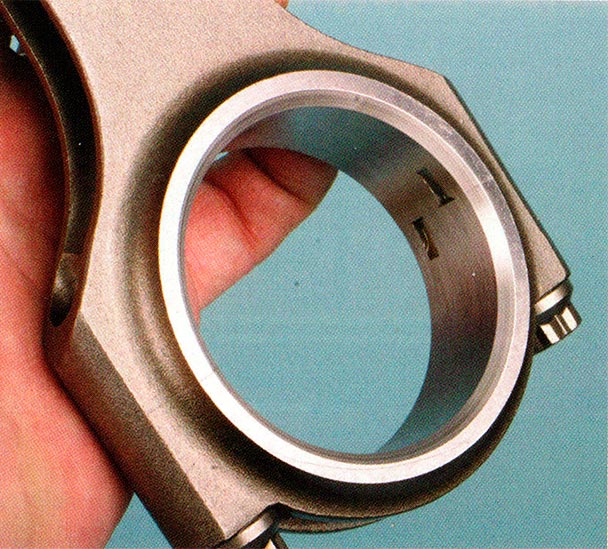
Рис. 2 … в этом случае бОльшая фаска на нижней головке шатуна оказывается обращенной в сторону галтели шатунной шейки коленчатого вала.
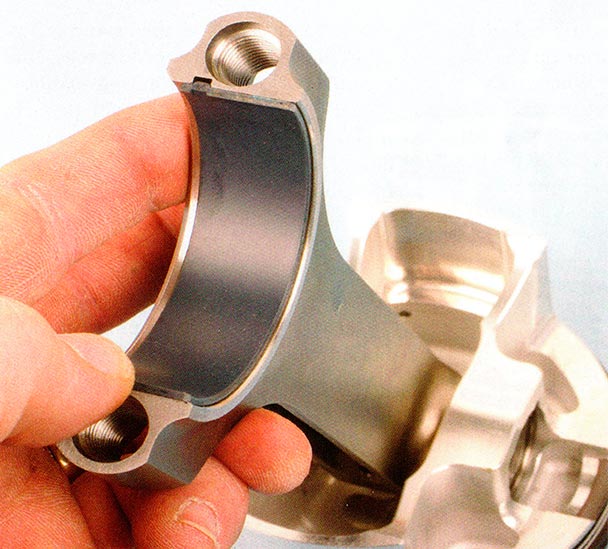
Рис. 3 Фиксирующий выступ («замок») на вкладыше и соответствующий ему паз в нижней головке шатуна нужны только для того, чтобы правильно установить вкладыши в шатуне. «Замки» никогда не удержат вкладыши от проворачивания в шатуне, если при сборке были допущены какие-либо нарушения. К примеру: болты нижней головки шатуна не затянуты как следует или отверстие в нижней головке потеряло свою форму.
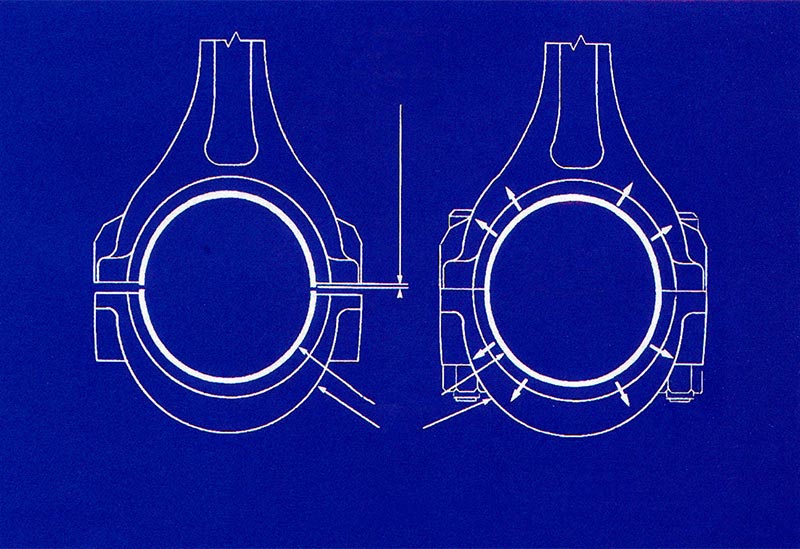
Рис. 4 Вкладыши фиксируются в шатуне только за счет радиального усилия, которое возникает от натяга установленных вкладышей, когда крепежные болты нижней головки затянуты надлежащим моментом. Чтобы получить требуемый натяг вкладыш сделан чуть длиннее своего посадочного места. Поэтому, когда вы «от руки» установите вкладыш в «постель», он будет немного выступать над плоскостью разъема. Так и должно быть – ни в коем случае не надо подпиливать или подрезать края вкладышей!
Crush Height Each Half Bearing — выступание вкладышей над плоскостью разъема
Bearing — вкладыш
Cap — крышка нижней головки шатуна
Radial Pressure — радиальное усилие

Рис. 5 Измерять максимальный диаметр поршня надо в строго определенном месте, поскольку юбка поршня имеет «бочкообразный» профиль и результаты измерений, по высоте поршня, будут существенно различаться.
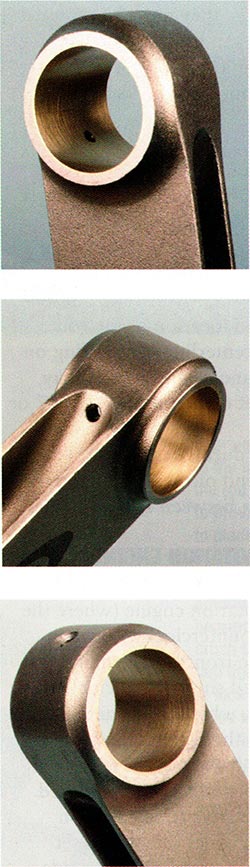
Рис. 6 Сквозное отверстие на боковой поверхности ВГШ (верхней головки шатуна) (верхнее фото) может указывать на прессовую посадку пальца в шатуне. На втором фото показан тот же самый шатун, но снаружи. А вот отверстие сверху ВГШ (третье фото) служит для улучшения смазки «плавающего» поршневого пальца.

Рис. 7 На днище поршня обычно есть специальные метки (например, изображена стрелка и надпись «FRONT» — как на фото) помогающие правильно сориентировать поршень при сборке двигателя.

Рис. 8 Если поршни предназначены для V-образного двигателя, то обычно с «изнанки» таких поршней ставят метку «L» — если их монтируют в левый ряд цилиндров или «R» — для правого ряда цилиндров.
Смещение шатуна
Существуют двигатели, у которых стержень шатуна смещен относительно верхней или нижней головок (если смотреть на шатун сбоку – «в профиль»). Подобные шатуны применяют в V-образных двигателях, у которых левый и правый ряды цилиндров стоят «со сдвигом», вперед и назад, относительно друг друга. В зависимости от конкретной модели двигателя, стержень шатуна может иметь смещение 2,5 мм или даже более.
Если есть какие-то сомнения, то при монтаже обратите внимание, что верхняя головка шатуна центрируется по поршню – в бобышках под палец.
Нужно ли в двигателях с вращением против часовой стрелки устанавливать поршни в «обратную» сторону?
На двигателе с обратным вращением – когда коленвал вращается против часовой стрелки, если смотреть с передней части двигателя – шатуны обычно устанавливаются так же, как и в обычном моторе, коленвал которого вращается по часовой стрелке. То есть, бОльшая фаска нижней головки шатуна все равно будет обращена к галтели шатунной шейки.
Однако, если применяются поршни со смещенным поршневым пальцем, то в этом случае поршень должен быть установлен «назад» (развернут на 180 град) относительно его «стандартного» положения. Поршневой палец в подобном поршне смещен к нагруженной стороне юбки поршня.
В двигателе с вращением по часовой стрелке нагруженная сторона цилиндра обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне) стороне.
В двигателе с обратным вращением давление на стенку цилиндра от поршня направлено в другую сторону: со стороны выхлопа – слева и со стороны впуска – справа. Если поршни симметричны (т. е. не имеют смещенного пальца), то их ориентация зависит только от цековок под клапанные тарелки на днище – они должны быть сориентированы в соответствии с положением клапанов.
Конструкция юбки поршня
Форма, площадь и масса юбки поршня играют важную роль в потерях на трение и стабилизации поршня при перекладке в верхней и нижней мертвых точках. Здесь мы покажем роль нагруженных и ненагруженных сторон поршня и разработку асимметричных юбок, предназначенных преимущественно для снижения веса.
Левая и правая стороны поршня при работе двигателя нагружены по-разному. Поэтому конструкция юбки поршня играет важную роль в распределении воспринимаемых нагрузок – с точки зрения прочности и веса поршня.
Юбка поршня должна выдерживать давление на стенку цилиндра при одновременном уменьшении трения. А ее площадь должна быть такой, чтобы быть прочной, обеспечивая при этом стабильность поршня, чтобы свести к минимуму «раскачивание» относительно оси пальца, когда поршень движется вверх-вниз. Причем нагруженная поверхность юбки испытывает наибольшую нагрузку на такте расширения.
Если коленчатый вал вращается по часовой стрелке (глядя на двигатель спереди), то нагруженная поверхность юбки поршня обращена к впускному коллектору на левом ряду цилиндров («водительской» стороне) и к выпускному коллектору на правом ряду цилиндров («пассажирской» стороне).
Менее нагруженная сторона юбки воспринимает усилие на такте сжатия. Эта разница в нагрузках обусловлена положением, углом между шатуном и поршнем, при его перемещении.
За весь рабочий цикл разница в нагрузке на разные стороны юбки поршня различается в десять раз! Причем, нагрузка на юбку поршня может варьироваться в зависимости от хода поршня, длины шатуна и максимального давления в цилиндре.
Поэтому асимметричные поршни должны быть специальными – для левого и правого ряда цилиндров. На днище поршня в таком случае наносятся стрелки или иные метки, указывающие на переднюю часть двигателя.

Рис. 9 На этом фото показаны асимметричные поршни для левого и правого рядов цилиндров V-образного двигателя. Их особенностью является расширенная часть юбки поршня на нагруженной стороне и зауженная – на стороне с меньшей нагрузкой.

Рис. 10 Другой пример асимметричного поршня. Обратите внимание, как сближены бобышки под поршневой палец, что позволяет сделать поршневой палец короче и легче. Кроме того, хотя это почти невозможно заметить глазом, ось пальца смещена к нагруженной стороне поршня (в сторону более широкой части юбки) на 0,50 мм – для уменьшения дисбаланса из-за разницы в массе «узкой» и «широкой» частей юбки.
Нагруженная сторона юбки поршня
Когда поршень движется вниз на такте расширения, он испытывает значительное сопротивление, пытаясь провернуть коленчатый вал. С ростом нагрузки увеличивается и сопротивление. При этом нагруженная сторона юбки поршня воспринимает боковое давление, которое увеличивает нагрузку (с ростом трения и износа) на соответствующей стороне стенки цилиндра.
Если на днище поршня имеется какая-либо метка (к примеру точка, или стрелка, или надпись «Front»), важно установить поршень в соответствии с этой меткой, обычно указывающей на переднюю часть двигателя.
Ненагруженная сторона юбки поршня
Эта часть юбки поршня противоположна нагруженной стороне. Она работает, когда поршень движется вверх на такте сжатия, из-за сопротивления, создаваемого сжимаемой топливно-воздушной смесью. Основная ее задача, в том, чтобы обеспечить стабильность поршня при движении в цилиндре. Поэтому эта часть юбки может быть поуже, для экономии веса.
Так что, для точной настройки в распределении этих сил между разными сторонами юбки были разработаны асимметричные поршни, которые имеют более широкую юбку на нагруженной стороне и зауженную юбку с противоположной стороны. Это обеспечивает оптимальное распределение нагрузок на юбку поршня, одновременно снижая массу поршня.
В качестве примера можно привести «асимметричную» (или Т-образную) конструкцию поршней FSR компании JE Pistons, которые имеют расширенную часть юбки на нагруженной стороне, а со стороны бобышек юбка отсутствует вовсе, что позволяет сделать поршневой палец короче и легче. Подобные поршни изначально разрабатывались для гоночных двигателей.
Еще одним преимуществом подобных поршней является улучшение условий работы поршневых колец. Но, в основном, подобная конструкция юбки, в сочетании со слегка смещенным пальцем, позволяет существенно снизить потери на трение.
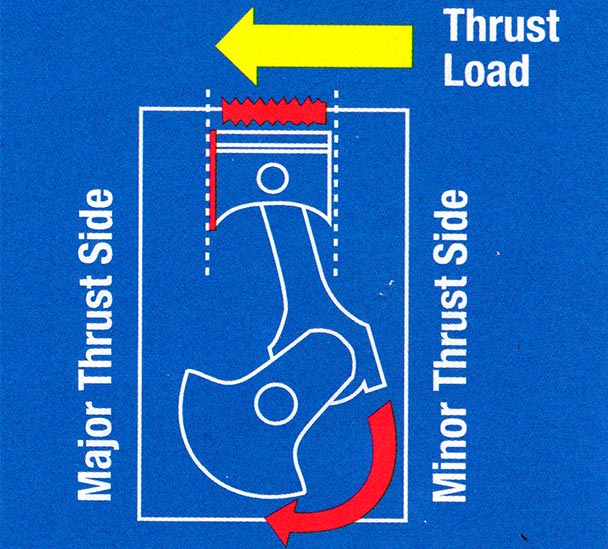
Рис. 11 Из этой схемы видно, как определить нагруженную и ненагруженную стороны юбки поршня.
Thrust Load — действие боковой силы
Minor Thrust Side — ненагруженная сторона цилиндра
Major Thrust Side — нагруженная сторона цилиндра
Красная изогнутая стрелка — направление вращения коленчатого вала
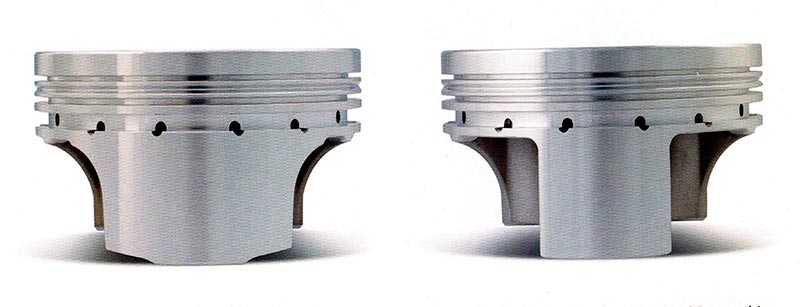
Рис. 12 На этом фото хорошо видно, как различается ширина юбки поршня на нагруженной (слева) и ненагруженной (справа) сторонах поршня.
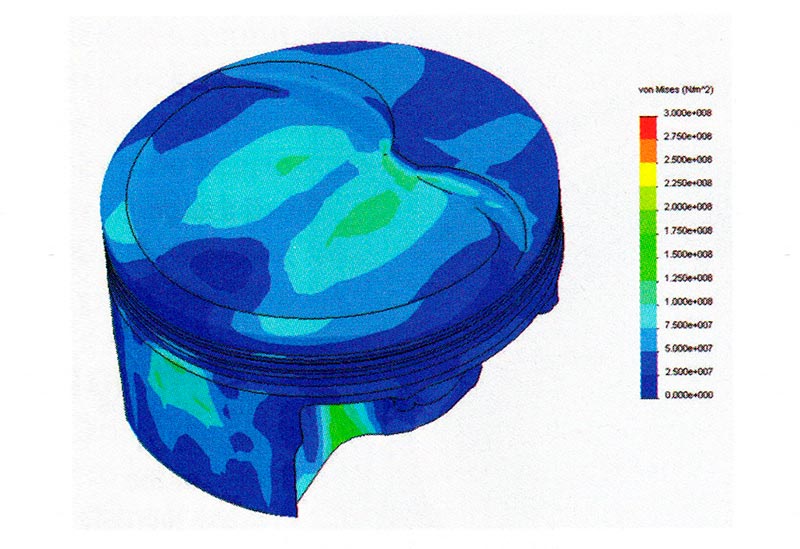
Рис. 13 Компьютерное моделирование показывает, как распределяются механические нагрузки в поршне, возникающие при работе двигателя на частичных нагрузках. (Чем темнее цвета – тем меньше нагрузка, а чем ярче – тем больше).
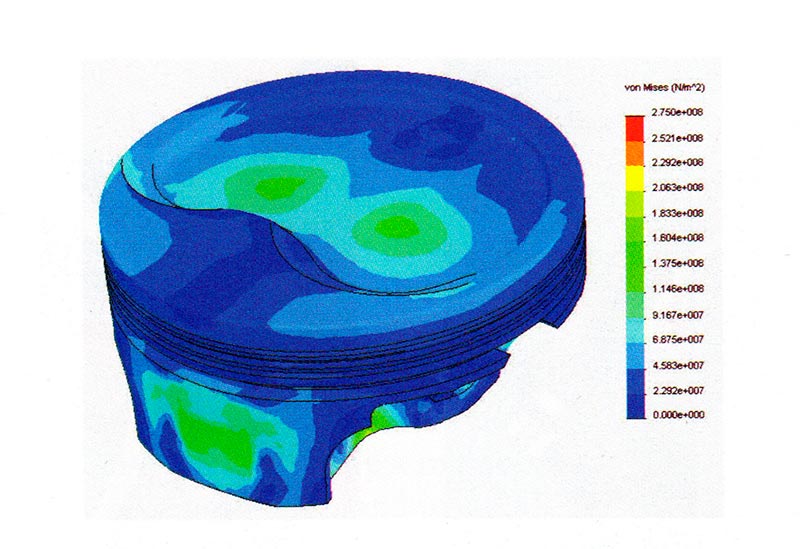
Рис. 14 А на этой схеме видно, как нагружен поршень сразу после воспламенения смеси.
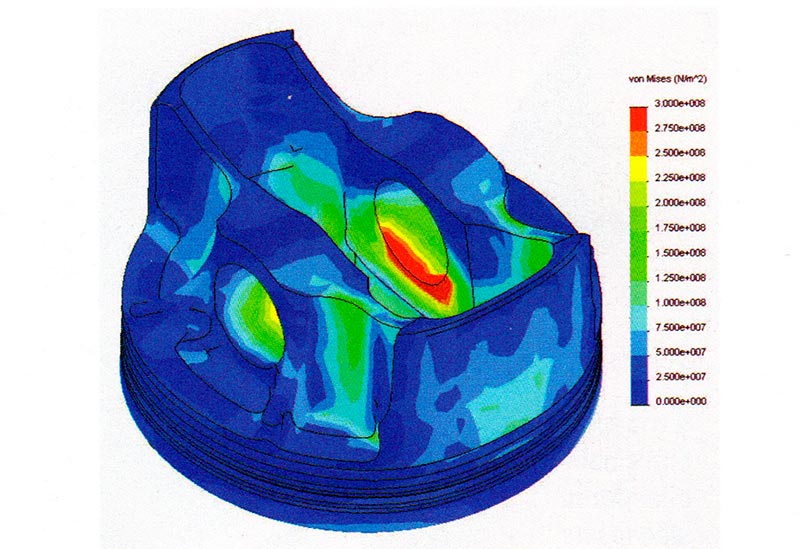
Рис. 15 Здесь поршень показан снизу. На этой схеме хорошо видно, что во время рабочего хода наиболее нагружены верхние части отверстий под поршневой палец (они выделены красным цветом) и элементы юбки поршня, непосредственно примыкающие к ним.
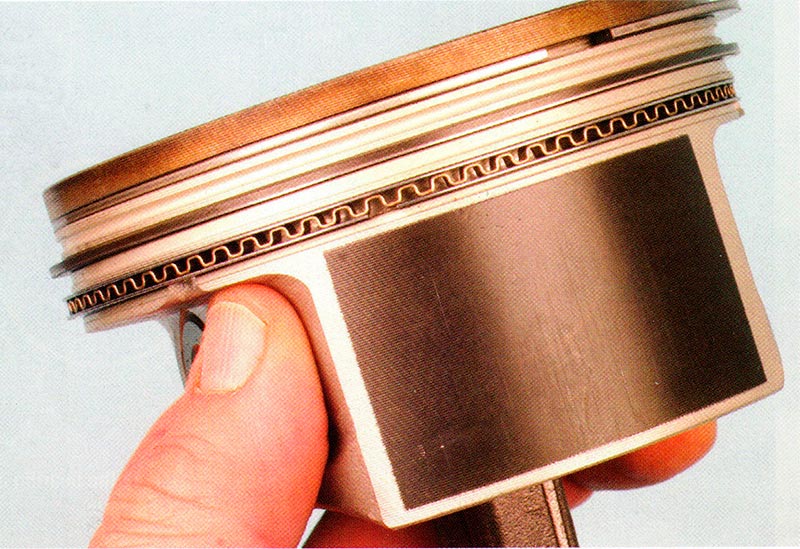
Рис. 16 Тонкий слой антифрикционного покрытия (темного цвета) на юбке поршня помогает удерживать масло и снижает трение между поршнем и цилиндром – особенно при холодном запуске мотора.
Смещение пальца
Асимметричные поршни также могут иметь смещение поршневого пальца. При этом ось пальца смещена от оси поршня к нагруженной стороне примерно на 0,51 мм. Это небольшое смещение «балансирует» поршень, компенсируя разницу в массе юбки, а также снижая усилие, прикладываемое к нагруженной стороне поршня.
Опять же, ссылаясь на опыт компании JE Pistons, асимметричный поршень позволяет сделать поршневые пальцы короче, жестче и легче (примерно на 10 грамм).
Заключение
Надеемся, эта статья поможет вам лучше ориентироваться в тонкостях сборки двигателя. Помните, что лучше всего пометить поршни и шатуны перед разборкой. Грамотные ответы на ваши вопросы и помощь в технических проблемах с двигателями – наша главная задача.